


 |
Amicale Spitfire Bienvenue sur Cyberspit ! Ce forum est réservé aux discussions autour des Triumphs. Lisez-moi |
|
| Retour à la liste des messages | Dernier message | |
| CL56 * 30/09/2019 12:18 |
Coupelle de friction de pont ar de MK4 et Spit |
|---|---|
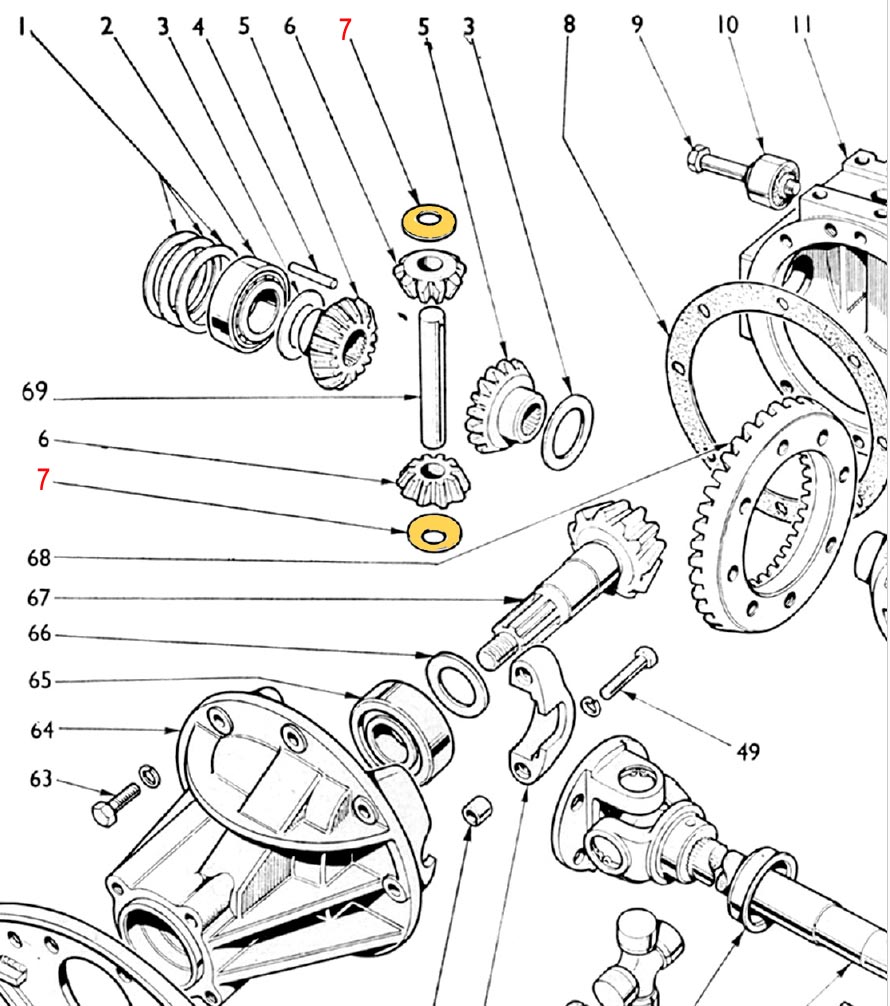
| bonjour à tous, Je vais entreprendre la réalisation des coupelles sphériques de friction (thrust washer planet gear) de pont arrière de Spit 1500 et MK4. Ces pièces sont introuvables ou en rupture de stock depuis bien longtemps. Elles seront réalisées en tour en commande numérique dans du bronze UEP12 spécial pour cette application. Si vous êtes intéressé passez moi un MP en précisant les épaisseurs et les quantités. Cordialement NB: plus la quantité sera importante pus les prix seront négociables comme d'hab. |
|
| MiCla 49 * 01/10/2019 19:28 |
re : Coupelle de friction de pont ar de MK4 et Spit |
 Excellente idée de refaire ces rondelles de butée sphériques en bronze pour caler les satellites. Elles sont aujourd'hui introuvables alors ça devrait pouvoir sauver quelques ponts... Bien amicalement Michel |
|
| CL56 * 10/10/2019 16:51 |
re : Coupelle de friction de pont ar de MK4 et Spit |
| Bonjour, Si quelqu'un est intéressé ? sur le moment peut-être pas, mais plus tard sûrement ... Anticipez si vous voulez .. Cordialement |
|
| Gilbert 33 10/10/2019 19:01 |
re : Coupelle de friction de pont ar de MK4 et Spit |
| Bonjour, J'ai travaillé 30 ans en bureau d'études mécanique et j'ai été surpris de voir que tu as l'intention de faire réaliser des cales concaves avec un tour CN . Je pensais que ces pièces étaient faites par emboutissage a partir de feuilles de laiton ou bronze. Quand j'ai acheté les miennes il n'y avait aucune trace d'usinage sur les faces c'est pourquoi je pense ça. Maintenantt c'est vrai qu'avec la CN on fait des choses étonnantes , pourquoi pas. Cdmt |
|
| CL56 * 11/10/2019 08:33 |
re : Coupelle de friction de pont ar de MK4 et Spit |
| Bonjour Gilbert33 Effectivement à l'origine les pièces étaient obtenues par emboutissage à partir d'une bande le métal laminée et calibrée en épaisseur puis avec une presse à emboutir et d' un outillage à suivre (3 poses juxtaposées ) en 1 frappe = 1 pièce en production à cadence de 100 à 120 c/mn = 6000 p/h.Mais voilà cet ensemble industriel est passé à la casse. En commande numérique relativement simple à réaliser : relevé de géométrie sur un satellite pour obtenir le rayon sphérique (Machine métrologie 3D) puis CAO, FAO, Tour CN;; possibilité d'usinage en plusieurs épaisseurs de 08 à 1.6 mm. Affaire à suivre Cdlt |
|
| Retour à la liste des messages | |
* : indique un auteur identifié comme membre de l'Amicale Spitfire
(c) 2026 Amicale Spitfire